- New Boiler Under ConstructionBy 7th December 2000 work was well under way at Wellman Robey's works in Oldbury, near Birmingham. The boiler shell has been rolled and welded up and the back end plate is being welded into place. The holes are for the stay bars.
- New Boiler Under ConstructionThe combustion chamber and and the furnace on end in the works. Note the Bowling hoop which gives a better expansion allowance than is the case with a plain furnace.
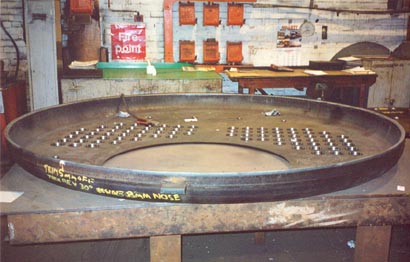
- New Boiler Under ConstructionLooking inside the 8ft wide boiler. Note the longitudinal weld extending the whole length of the shell towards the bottom left of the boiler. The boiler is sitting in a cradle on rollers so that it can be rotated whilst the back end plate is being welded on. With the boiler in the upright position the longitudinal welded seam would be at about 2 o'clock on the right hand side.
- New Boiler Under ConstructionThe front endplate with a large hole for the furnace and small holes for the stays and the fire-tubes. Note that both endplates are "dished" in the traditional fashion with curved edges so that they can be welded directly onto the ends of the main boiler shell. This is said to produce less possible stress on and flexing of these welds than is the case in most modern boilers which have flat end plates.
- New Boiler Under ConstructionLooking down the works from the boiler shell to the furnace and combustion chamber sitting on end. In the distance is a giant furnace with several Bowling hoops for one of the dozen or so other boilers currently being constructed in the factory.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}